

Laser welding aluminum is an advanced joining technique widely used in industries that demand precision, speed, and minimal heat distortion. While aluminum is lightweight and versatile, it behaves very differently from steel during welding, making process control especially important. Understanding how laser welding aluminum works helps prevent common issues such as porosity, cracking, and inconsistent weld quality.
This guide breaks down the working principles, challenges, equipment requirements, and practical considerations in a clear, easy-to-understand format for real-world applications.
Table Of Contents
- What Is Laser Welding Aluminum?
- The Technology Behind Laser Welding Aluminum
- Why Is Aluminum Difficult To Laser Weld?
- Essential Equipment For Laser Welding Aluminum
- Aluminum Alloys And Laser Weldability
- Key Process Parameters For Laser Welding Aluminum
- Common Defects In Laser Welding Aluminum
- Laser Welding Aluminum vs Traditional Welding Methods
- Advantages Of Laser Welding Aluminum
- Limitations Of Laser Welding Aluminum
- Safety Considerations For Laser Welding Aluminum
- Applications And Industries Using Laser-Welded Aluminum
- Frequently Asked Questions

What Is Laser Welding Aluminum?
Laser welding aluminum is a process that joins aluminum parts using a focused laser beam instead of a traditional flame.
The laser quickly heats the aluminum, creating a molten weld pool that solidifies to form a joint.
Because the heat is highly focused, the surrounding material is affected less compared to traditional welding methods. This process is commonly used where clean welds and minimal distortion are required.
The Technology Behind Laser Welding Aluminum
Laser aluminum welding uses a focused beam of energy to melt aluminum in a controlled area.
- The laser beam strikes the aluminum surface, rapidly increasing the temperature at the joint.
- Initial reflectivity is high, but absorption improves once the surface begins to melt.
- A small molten pool forms where the two aluminum parts meet.
- As energy density increases, vapor pressure creates a narrow cavity called a keyhole.
- The keyhole allows deeper weld penetration by directing energy below the surface.
- Molten aluminum flows around the keyhole and fills the joint area.
- When the laser moves forward, the molten metal cools and solidifies quickly.
Aluminum has high thermal conductivity, meaning heat spreads rapidly away from the weld zone. This reduces weld pool stability and makes the process highly sensitive to small changes in power, speed, and focus position.
Why Is Aluminum Difficult To Laser Weld?
Aluminum has properties that make welding more challenging than steel.
- Aluminum strongly reflects laser light, especially when the surface is clean.
- Heat spreads quickly through aluminum, reducing weld pool stability. At 237 W/(m·K), aluminum dissipates heat much more rapidly than metals like steel (45 W/(m·K)) or iron (73 W/(m·K)). This rapid heat conduction makes weld pool control more difficult and increases the risk of cracking.
- Aluminum forms an oxide layer that melts at a much higher temperature than the base metal.
These factors increase the risk of porosity, cracking, and inconsistent weld quality.
Essential Equipment For Laser Welding Aluminum
Laser welding aluminum demands a well-matched set of tools to achieve clean, consistent, and durable welds. The proper equipment setup directly influences weld strength, precision, production speed, and overall process reliability.
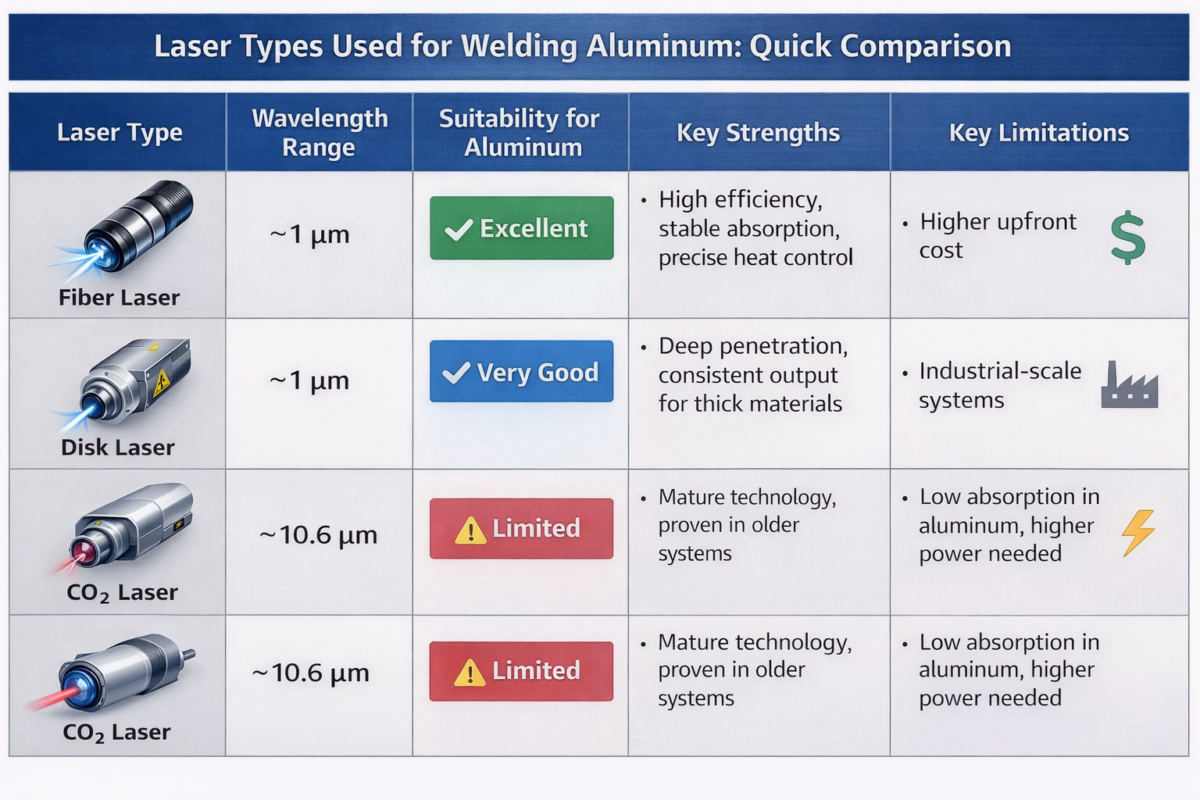
Laser source selection
Fiber Lasers
- Fiber lasers are the preferred choice for aluminum laser welding today.
- They offer high efficiency, stable output, and precise control over heat input.
- Many modern systems marketed as laser welders for aluminum use fiber laser technology.
CO2 Lasers
- CO2 lasers were used in earlier aluminum laser welding applications, but are less common today.
- Their longer wavelengths are absorbed less efficiently by aluminum, reducing weld stability.
- CO2 lasers require higher power levels and precise surface preparation to achieve acceptable results.
Disk Lasers
- Disk lasers deliver stable power and deeper penetration into thicker materials.
- They are often used in industrial systems designed for continuous production.
The optimal laser choice depends on aluminum thickness, required weld penetration, precision expectations, and available budget.
Fixtures and workholding systems
Stable positioning is critical during laser welding to maintain seam accuracy and prevent defects.
- Custom Fixtures: Common in aerospace and automotive manufacturing, ensuring repeatable alignment and tight tolerances.
- Standard Clamps: Suitable for general fabrication, prototyping, and smaller-scale operations.
Secure workholding minimizes movement, improves consistency, and reduces the risk of weld failure.
Shielding gas system
Shielding gas plays a vital role in protecting the molten weld pool from oxidation and airborne contaminants.
- Argon: The most commonly used gas for aluminum laser welding, offering stable arc behavior and clean welds.
- Helium or Argon-Helium Blends: Used when deeper penetration or improved heat transfer is required.
Proper gas coverage is essential, as inadequate shielding can lead to porosity and weakened welds.
Control and safety components
Advanced control and safety features allow precise tuning of the welding process while protecting operators.
- Adjustable power, speed, and pulse controls
- Focus depth and beam delivery adjustments
- Enclosed work areas, interlocks, and protective shielding
These elements ensure consistent weld quality while maintaining a safe working environment, especially when handling reflective aluminum surfaces.
Aluminum Alloys And Laser Weldability
Aluminum alloy composition plays a significant role in laser welding behavior.
- Some alloys allow deeper weld penetration with minimal cracking.
- Other alloys require careful joint design considerations to reduce stress during solidification.
- Matching joint geometry to alloy properties improves weld consistency and strength.
Knowing the alloy type is essential before using a laser welding machine for aluminum.
Key Process Parameters For Laser Welding Aluminum
Successful laser welding of aluminum depends on several controlled factors working together.
- Laser power and welding speed determine weld penetration and overall joint strength.
- The focus position influences how deeply the laser energy penetrates the material.
- Proper control helps limit the heat-affected zone (HAZ), which reduces distortion and material weakening.
- Shielding gas protects the molten aluminum from oxidation and contamination.
- Surface preparation methods, such as removing oils and oxide layers, improve energy absorption and weld stability.
Careful adjustment of these parameters helps achieve consistent weld quality without excessive heat input.
Common Defects In Laser Welding Aluminum
Several defects can occur if the welding process is not well-controlled.
- Porosity forms when gas becomes trapped in the weld pool.
- Cracking occurs due to rapid cooling or unsuitable alloy selection.
- Lack of fusion results from insufficient penetration or incorrect focus.
After welding, non-destructive testing (NDT) methods, such as visual inspection or ultrasonic testing, are often used to assess weld integrity without damaging the part.
Methods To Reduce Defects In Aluminum Laser Welding
Defects can be minimized with proper preparation and control.
- Clean aluminum surfaces before welding.
- Use a suitable shielding inert gas, such as argon or helium.
- Adjust speed and power to maintain a stable keyhole.
- Avoid excessive heat, as it increases the risk of cracking.
A consistent setup improves the reliability of aluminum laser welding.
Laser Welding Aluminum vs Traditional Welding Methods
Laser welding aluminum differs from MIG and TIG welding in several ways. Here is a quick comparison table for better understanding.
| Welding Method | Weld Characteristics | Speed / Efficiency | Advantages | Limitations |
| Laser Welding | Narrow welds, minimal distortion | Fast | High precision, low heat-affected zone | Requires specialized equipment |
| TIG Welding | Clean welds, precise control | Slower | High manual control, good for thin materials | Operator skill dependent, slower for large parts |
| MIG Welding | Wider welds, moderate distortion | Moderate | Handles thicker materials, easier automation | Larger heat-affected zone, potential spatter |
| Friction Stir Welding | Solid-state weld, no melting | Moderate | Avoids melting, strong joint | Requires specialized tooling and setup |
Each method suits different applications and production needs.
Advantages Of Laser Welding Aluminum
Laser welding aluminum offers several benefits.
- High precision and clean weld appearance
- Low heat input reduces distortion
- Fast welding speeds
- Easy integration into automated systems
These advantages make it popular in high-volume manufacturing.
Limitations Of Laser Welding Aluminum
Despite its benefits, limitations exist.
- The equipment cost is higher than that of traditional welders.
- Process sensitivity requires a skilled setup.
- Not all aluminum alloys weld well.
- Thin or reflective surfaces need careful control.
Understanding these limits helps choose the proper process.
Safety Considerations For Laser Welding Aluminum
Laser welding aluminum involves high-energy, intense light and heat, making safety essential for both operators and equipment.
Personal protective equipment (PPE)
Operators should wear laser-rated safety goggles, flame-resistant clothing, heat-resistant gloves, and closed-toe safety shoes. Proper PPE protects against reflected beams, hot metal, and sparks.
Work area safety
Use enclosed welding areas or protective shields to contain the laser beam. Ensure proper ventilation to remove fumes and maintain electrical safety through grounding and moisture control.
Training and procedures
Operators must be trained in laser hazards, proper PPE use, safe startup and shutdown procedures, and emergency protocols. Consistent training reduces risk and supports stable, reliable welding operations.
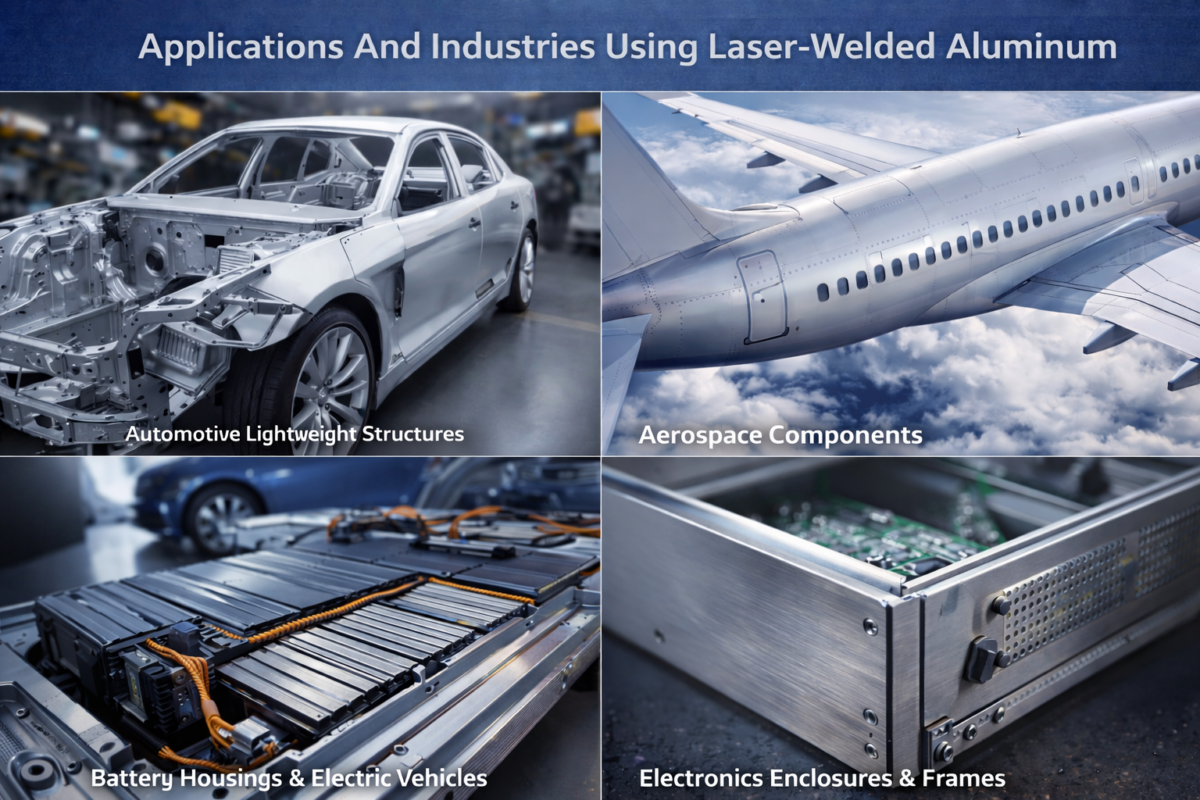
Applications And Industries Using Laser-Welded Aluminum
Aluminum laser welding is used in many industries.
- Automotive lightweight structures
- Aerospace components
- Battery housings and electric vehicles
- Electronics enclosures and frames
These industries value precision, repeatability, and minimal distortion.
Final Takeaways
Laser welding aluminum is a reliable process when applied correctly. Understanding aluminum’s unique behavior, using proper equipment, and maintaining strong process control are all essential for success. With the right setup, aluminum laser welding consistently delivers clean, precise, and reliable results.
Frequently Asked Questions
1. Can aluminum be laser-welded?
Yes, aluminum can be laser-welded, but it requires precise control because it reflects laser energy and dissipates heat quickly.
2. What type of laser is used for welding aluminum?
Fiber lasers and disk lasers are most commonly used for welding aluminum because they provide stable energy delivery and reasonable process control.
3. What are the common defects in laser welding aluminum?
Common defects include porosity, cracking, lack of fusion, and weld instability caused by improper heat control or surface contamination.
4. What aluminum alloys can be laser-welded?
Many wrought aluminum alloys can be laser welded, but some high-strength alloys are more prone to cracking and require careful parameter control.
5. Does laser welding aluminum require filler material?
Filler material is not always required, but it may be used to improve joint strength or reduce cracking for certain alloys and joint designs.
6. What thickness of aluminum can be laser-welded?
Laser welding works best on thin to medium-thickness aluminum, while thicker sections require higher power and tighter process control.
7. Is laser welding aluminum stronger than traditional welding?
Strength depends on alloy type and processing parameters, but laser welding aluminum can produce consistent joints with low distortion when done correctly.
8. Is laser welding aluminum right for you?
Laser welding aluminum works well for precision parts and automated production setups. It may not suit small workshops or thick, highly reflective materials. Comparing cost, production volume, and quality needs helps determine if it is the right choice. Selecting the proper laser welding machine for aluminum depends on your specific application goals
9. What should I look for when choosing a laser welder for aluminum?
When choosing a laser welder for aluminum, consider the laser type, power, and wavelength compatibility with the aluminum alloy. Also, check the process control features, welding speed, and precision to ensure consistent, high-quality welds.